| ВходКарта сайта | Главная | |
Раскрой накатаПолученный на листоформовочной машине накат имеет длину от 3,6 до 5 м. Его разрезают на форматы заданного размера и обрезают продольные кромки, плотность которых ниже плотности остальной части наката.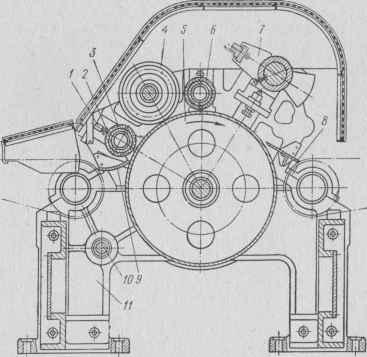 Рис. 43. Ротационные ножницы СМ-1018: / — установочный винт, 2 — пружина, 3, 6 — прижимные ролики, 4 — нож продольной резки, 5 — транспортирующий барабан, 7 — ножевой вал по перечной резки, 8, 9 — проводки, 10 — вал контрпривода, // — станина Эти операции выполняют механизмы раскроя наката — приводные ножи со стальными или карборундовыми дисками или бесприводные стальные дисковые ножи — ротационные ножницы. Широко применяют также устройства с перемещающимися дисковыми ножами и штанц-ножницы, производящие одновременно обрезку продольных и поперечных кромок, а при необходимости и пробивку отверстий под гвозди. Ротационные ножницы СМ-1018 (рис.43) по конструкции подобны ножницам СМ-275. В установку, кроме собственно ножниц, входят еще подводящий и отводящий конвейеры. С отводящего конвейера форматы поступают на конвейер, питающий вол-нировщик. Обрезки с отводящего конвейера попадают на конвейер, подающий их в мешалку. Механизм ножниц собран на станине 11. Накат с подводящего конвейера через проводку 9 подается на транспортирующий барабан 5, приводимый во вращение от главного привода. Над барабаном установлены два обрезиненных прижимных ролика 3 и 6. Зазор между барабаном и роликом регулируют при помощи установочного винта / с пружиной 2. Он должен быть несколько меньше толщины листа. Подходя под ролик, накат приподнимает его. Пройдя первый ролик, накат подходит под вал продольной резки, на котором насажены два дисковых ножа 4, осуществляющих обрезку продольных кромок. Далее накат подходит под второй ролик и, поднимая его, вместе с тем включает однооборотную муфту, насаженную на ножевой вал поперечной резки 7. Ножевой вал — это сборная конструкция, укрепленная на валу, к которой привернут плоский нож. Поворачиваясь, ножевой вал отрезает переднюю кромку, затем производит второй и третий рез, отрезая заднюю кромку. После выхода наката из-под второго прижимного ролика муфта отключается. На другом конце ножевого вала насажена звездочка, через которую при помощи цепи приводится во вращение приводной барабан отходящего конвейер а. Пройдя нож поперечной обрезки, обрезанные форматы через проводку 8 попадают на отводящий конвейер и следуют дальше к волнировщику. К недостаткам ротационных ножниц относятся: значительный разброс размеров листов по длине, невозможность получения листов разной длины, повреждение транспортирующего барабана ножами продольной и поперечной резки, что приводит к необходимости его ремонта, быстрое затупление лезвий ножей и ухудшение качества резки. |
||