| ВходКарта сайта | Главная | |
Трубообточный станокСтанок 1С48Н (рис. 62) предназначен для одновременной обточки обоих концов асбестоцементной трубы длиной 4000 мм, диа-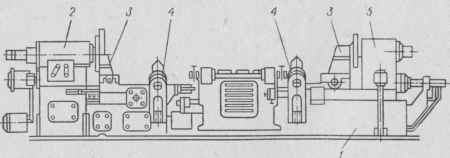 Рис. 62. Трубообточный станок 1С48Н: 1 — станина, 2 — передняя бабка, 3 — суппорт, 4 — опоры, 5 — задняя бабка 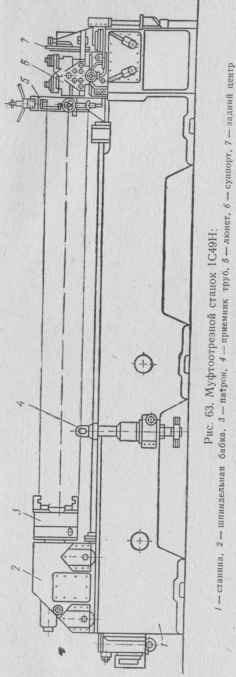 метром 226—641 мм. Производительность станка до 80 груб в час. Принцип действия и конструкция станка во многом аналогичны данным станка 1С47К. Станок может работать по одному из трех циклов: автоматическому и полуавтоматическому при обработке труб диаметром 226— 381 мм, полуавтоматическому при обработке труб диаметром 433—641 мм. Механизм загрузки и выгрузки труб смонтирован отдельно от станка и расположен в средней его части. Трубы диаметром 433— 641 мм подают и снимают краном. Муфтоотрезной станок 1С49Н (рис. 63) предназначен для разрезки на заготовки асбестоцементных труб длиной 3000 и 4000 мм, диаметром 108—327 мм. Производительность станка от 50 до 120 муфт в час. На станине 1 станка укреплены цилиндрические направляющие. По ним перемещается шпиндельная бабка 2. Шпиндель имеет трехку-лачковый самоцентрирующий патрон для крепления трубы. Другой конец трубы поддерживается люнетом 5 и фиксируется задним центром 7. Ролики люнета могут перемещаться в радиальном направлении, такое перемещение осуществляется при перестройке станка на другой диаметр обрабатываемых труб. Задний центр подвижный, его перемещение связано с перемещением суппорта. Суппорт перемещается только поперек станины. На нем установлены два резца, отрезающие сразу две заготовки. Перемещается суппорт от гидропривода. После установки трубы на станке включается шпиндель и подача суппорта. Когда будут отрезаны две заготовки, суппорт отходит в исходное положение, а шпиндельная бабка 2 перемещается, подавая трубу к заднему центру. После этого цикл повторяется. Отрезанные заготовки скатываются по лотку. Последняя заготовка отрезается при помощи ручного суппорта, установленного на корпусе люнета. Станок 1С72Н служит для разрезки труб на заготовки для муфт. Диаметр обрабатываемых труб 603—1184 мм, длина 4000 мм. Производительность станка до 50 труб в час. Станок 1С50 состоит из двух спаренных станков 1С72Н. Его производительность до 100 заготовок муфт в час диаметром 269—631 мм. |
||