| ВходКарта сайта | Главная | |
Трубоформовочная машинаТрубоформовочная машина СМ-871 (рис.58) предназначена для производства труб длиной 4 м и диаметром 200—400 мм. По конструкции она в значительной части подобна машине СМ-713.Машина имеет одну ванну с двумя мешалками, одной мешалкой 4 в предваннике и сетчатым цилиндром диаметром 1000 мм. Гауч-вал 5 прижимается к цилиндру при помощи гидроприжимного устройства 7. Сукно, обогнув гауч-вал и пройдя вакуум-коробку 12 и сукноправку 14, подходит к опорному валу. Экипаж давления машины СМ-871 (рис. 59) отличается от экипажа давления машины СМ-713. На станине машины закреплены два гидроцилиндра 5. К штокам поршней этих цилиндров на траверсах 3 подвешена горизонтальная балка 4. Траверсы могут также перемещаться по вертикальным направляющим станины. Перемещение их осуществляется от электродвигателя через редуктор и реечный механизм 6. К балке 4 шарнирно подвешена нижняя балка 2. На расстоянии около 'А длины от концов к ней прикреплены шарнирно два балансира /, на концах которых на балансирных шарнирах 8 подвешены каретки 7. Как видно из рисунка, каждая каретка имеет три ролика 9, через которые давление передается двум прессующим валикам 10. Вся эта система балок, балансиров и роликов обеспечивает передачу давления, создаваемого гидроцилиндрами 5, через верхнее сукно на пленку и уплотнение последней таким образом. Машина СМ-871 не имеет каландра, и развальцовка стенок трубы осуществляется экипажем давления. Для этого машину останавливают и производят подколку трубы. Затем машину пускают и труба делает 2—3 оборота, при этом происходит развальцовка стенок трубы. Далее машину останавливают, поднимают экипаж давления, и механизм подачи и выемки скалок выводит скалку из машины. Хвостовики форматной скалки находятся в прорезях двух мальтийских крестов 20 (см. рис. 58), свободно сидящих на шейках опорного вала. Привод мальтийских крестов осуществляется от трехкривошипного вала (на рисунке не показан); при его вращении мальтийский крест поворачивается на 120°. При повороте мальтийского креста скалка с трубой выкатывается из прорези и далее механизм 22 передает ее на люльку 25 съем- 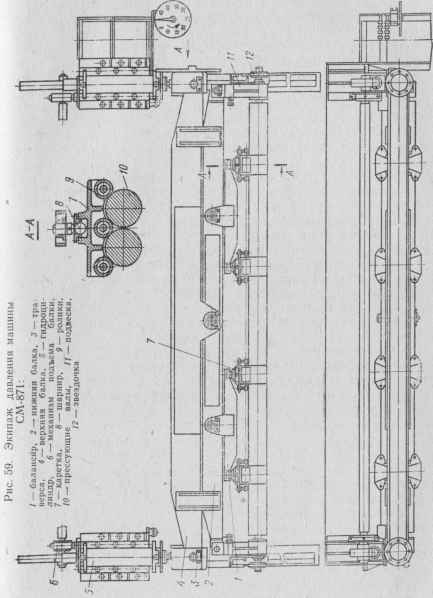 ной тележки. При этом один конец форматной скалки попадает в захват, удерживающий ее от осевого перемещения. Тележка приходит в движение, увлекая за собой трубу, а скалка остается неподвижной. После того как труба сойдет со скалки, механизм 23 поднимает скалку и готовит ее к передаче на мальтийские кресты. Одновременно с передачей скалки с трубой на съемную тележку мальтийские кресты подают другую скалку на опорный вал. После того как скалка будет поднята, тележка с трубой возвращается в исходное положение, люлька наклоняется, и труба перекатывается на конвейер твердения. Трубоформовочная машина Маньяни в отличие от рассмотренных ранее круглосеточных машин не имеет сетчатых цилиндров. Густая асбестоцементная масса концентрацией 40—45% подается из трубы, перемещающейся возвратно-поступательно поперек машины, в зазор между полой скалкой и уплотняющим валиком. Полая скалка имеет перфорированную поверхность и сверху покрыта слоем сетки. Она служит сердечником и набирает на себя асбестоцементную массу слоями. Форматный валик, прижатый к скалке, уплотняет навиваемые слои. Внутренняя полость скалки соединена с вакуум-системой, что обеспечивает вакуумирование трубы в процессе ее навивания. Усовершенствованная машина Маньяни обеспечивает получение напорных труб. Это обычная трубоформовочная машина без ванны сетчатого цилиндра. Специальный аппарат, установленный у натяжного вала (взамен гауч-вала), подает на сукно асбестоцементную массу. В его задачу входит поддержание одинаковой концентрации массы по ширине машины и выдача ее на сукно слоем толщиной 0,2—0,4 мм. Под верхней ветвью сукна расположены две вакуум-коробки (низкого и высокого вакуума), осуществляющие вакуумирование пленки. Все последующие процессы навивания пленки на скалку, уплотнения стенки трубы, твердения труб, промывки сукна аналогичны рассмотренным ранее в круглосеточных машинах. |
||