| ВходКарта сайта | Главная | |
Волнистые листыОсобенность процесса производства листов на машине Маньяни состоит в том, что изделия формуют из высококонцентрированной асбестоцементной суспензии путем вакуум-обезвоживания с одновременной прокаткой и профилированием.Вакуум-обезвоживание с одновременной прокаткой позволяет уплотнять материал без вытяжки, поскольку вакуум не только уда- ; ляет воду, но и удерживает лист от раскатки в момент его проката. С помощью укладчика массы, имеющего возвратно-поступательные движения, обеспечивается послойное формование листа и преимущественная ориентация волокон асбеста как в плоскости слоя, так и в направлении движения наката. Схема процесса формования асбестоцементного слоя на машине Маньяни приведена на рис. 55. Укладчик массы 1 наносит асбестоцементный слой на сукно листоформовочной машины. Толщина первого слоя зависит от величины зазора между валками укладчика массы и сукном. Величина зазора обычно составляет 10,5—И мм. При движении укладчика 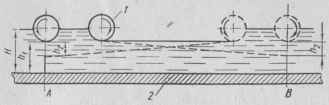 Рис. 55. Схема процесса формования асбестоцементного слоя на машине Маньяни:1 — укладчик массы, 2 — сукно, Я — уровень асбестоцементной суспензии в укладчике массы, h, — толщина асбестоцементного слоя до вакуумирования, (hx—Л2) — толщина асбестоцементного слоя после вакуумирования массы из положения А в положение В укладчик наносит асбестоцементный слой толщины h. Под воздействием вакуума этот слой в период возвращения укладчика из положения В в положение А уменьшается на величину hz. Одновременно укладчик наносит следующий слой толщиной h2. При достижении укладчиком точки В также уменьшается толщина первого слоя, а укладчик наносит последующий слой, толщина которого равна h±—/г2. Уменьшение толщины слоя под действием вакуума и обеспечивает за время формования образование в листе 10—15 элементарных слоев. В свою очередь это способствует лучшей ориентации асбеста в плоскости слоя и, следовательно, повышению эффективности использования асбеста. Степень ориентации асбеста в направлении движения наката у листов, сформованных на машине Маньяни, не меньше, чем у листов, сформованных на круглосеточной машине. Физико-механические показатели листов, изготовленных на машине Маньяни, зависят не только от качества применяемого сырья, но и от режимов подготовки асбестоцементной массы и режимов формования. В частности, большое влияние оказывает скорость движения цепи вакуум-коробок. Наилучшие физико-механические показатели листов получают при скорости движения цепи вакуум-коробок 4,1—4,55 м/мин. На машине Маньяни можно изготовлять армированные асбесто-цементные листы. Дополнительное армирование асбестоцемента, например металлической арматурой, позволяет значительно повысить ударную прочность изделия, а следовательно, его надежность при транспортировании, монтаже и в период эксплуатации. |
||