| ВходКарта сайта | Главная | |
Твердение трубОборудование. Свежесформованные трубы попадают на конвейер предварительного воздушного твердения (рис. 60).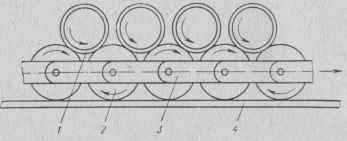 Рис. 6(L Участок конвейера воздушного твердения: 1 — труба, 2 —ролик, 3 —тяговая цепь, 4 — доска Трубы 1 уложены на ролики 2. Ролики соединяют две тяговые цепи 3, набранные из пластин. Шейки роликов служат одновременно пальцами звеньев цепей. Ролики опираются на доски 4. Увлекаемые тяговыми цепями ролики катятся по доскам и при этом вращают лежащие на них асбестоцементные трубы. Это позволяет сохранить в значительной степени цилиндрическую форму труб. Конвейер для твердения трехметровых труб рассчитан на обкатку труб диаметром 100—150 мм. Он состоит из трех ярусов бесконечных полотен из роликов. Все три яруса приводятся в движение от одного привода. Верхний ярус имеет наклонную ветвь, начинающуюся у каландра. После развальцовки трубы со скалками укладывают на движущийся конвейер. Скорость движения конвейера можно менять в пределах 0,17—0,34 м/мин. При необходимости еще больше увеличить время пребывания труб на конвейере, его периодически останавливают на небольшие промежутки времени. При движении по наклонной ветви конвейера из трубы вручную или при помощи автоматического экстрактора извлекается скалка и подается снова к машине. После прохождения верхней ветви конвейера трубу перекладывают на среднюю ветвь или средний ярус. В качестве перегрузочного устройства применяют изогнутый по дуге металлический лист по ширине, равный ширине конвейера. По этому листу трубы перекатываются с яруса на ярус. Однако на большинстве заводов установлены перегрузчики различных конструкций. Скатываясь с конвейера, труба попадает на приемник, имеющий форму вил. Под действием массы трубы приемник опускается. Дойдя до следующего яруса, приемник останавливается, и труба скатывается на конвейер. Благодаря противовесу приемник поднимается. В усовершенствованном варианте приемник перемещается электродвигателем. В конце второго яруса установлено такое же устройство, перегружающее трубы на нижний ярус. Пройдя по нижнему ярусу, набравшие прочность трубы скатываются по деревянному наклонному пандусу на пол. Обычно в пандус вделано устройство для маркировки труб. Это прямоугольное углубление, в которое закладывают вырезанный из резины штамп. На поверхность штампа периодически наносят краску. Когда труба катится по пандусу и проходит через штамп, на ее поверхность наносится оттиск штампа. На каркасе конвейера укреплены щиты, образующие закрытую с боков и сверху камеру. Благодаря проложенным вдоль всего конвейера трубам, по которым пропускают пар, в камере поддерживается температура 50—60° С. Конвейер для твердения труб длиной 4 м имеет только один ряд роликов. Он предназначен для обкатки труб диаметром 200—500 мм. Скорость движения труб на нем можно менять в пределах от 0,06 до 0,12 м/мин. Камера твердения конвейера закрыта и отапливается. |
||