| ВходКарта сайта | Главная | |
СтанкиСтанок 1С46К (рис. 61) предназначен для обрезки концов труб длиной 4 м и диаметром от 226 до 636 мм. Производительность станка 15—50 труб/ч.Станина станка литая, состоит из основного корпуса с двумя тумбами по краям. На верхней части станины установлены суппорты. Поперечное перемещение суппортов осуществляется гидроприводом. Приводные ролики установлены на станине. Механизм загрузки и выгрузки труб смонтирован отдельно от станка. Он приводится в действие через кулисный механизм. Трубы диаметром до 376 мм укладывают на стеллаж и с него они скатываются на раму механизма загрузки и выгрузки. При нажиме кнопки «вниз» рама опускается, а труба, попав на ролики, начинает вращаться. После нажатия кнопки «вперед» включается поперечная подача обоих суппортов по циклу: быстрый подвод — рабочая подача — быстрый отвод — стоп. Когда суппорты отойдут 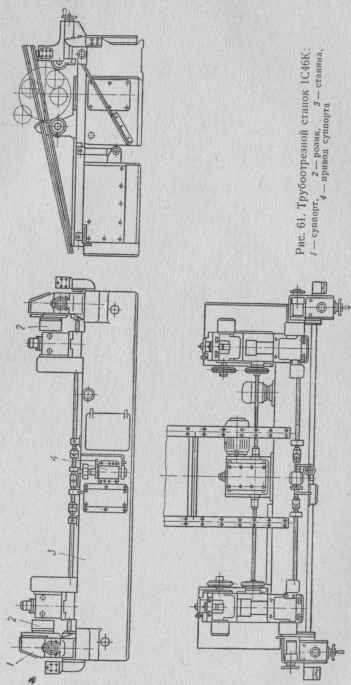 в исходное положение, включается механизм выгрузки труб, рама механизма поднимает трубу выше упора, и труба скатывается на приемный стеллаж следующего по ходу трубообточного станка. Трубы диаметром от 428 мм устанавливают и снимают со станка краном. Станок 1С47К служит для одновременной обточки обоих концов асбестоцементной трубы длиной 2000 и 3000 мм, диаметром Ю'О—150 мм. Производительность станка до 120 труб/ч. Станина станка литая коробчатого сечения. На обоих ее концах имеются направляющие, по которым перемещаются салазки с установленными на них суппортами и бабками. Снятие фаски на торцах труб производится резцами благодаря поперечному перемещению суппорта в конце хода. Передняя бабка — это редуктор, передающий вращение от электродвигателя к шпинделю. Задняя бабка служит только для зажима трубы в центрах. Перемещение суппортов и зажим трубы производится копирно-кулачковыми барабанами, насаженными на распределительный вал. Поворачивается барабан гидроцилиндром через реечно-шестеренчатую передачу. Трубы после обрезки по приемному стеллажу подходят к загрузочному устройству, подающему их по одной трубе на станок. Шпиндель задней бабки, перемещаясь вперед, зажимает трубу в грибках, после чего передний шпиндель вместе с трубой и задним шпинделем начинает вращаться. Копирные барабаны, поворачиваясь, подводят суппорты с резцами к трубе и начинается процесс обточки трубы. Поворачиваясь дальше, копирные барабаны перемещают суппорты вдоль трубы, так что происходит проточка поверхности, и в конце трубы подают суппорты поперек оси трубы, при этом резцы снимают фаску с торца трубы. После проточки трубы суппорты отходят в исходное положение, механизм загрузки выдает обработанную трубу на разгрузочный стеллаж и процесс начинается сначала. Отходы убираются винтовым конвейером. |
||